
 English
English 中文简体
中文简体 русский
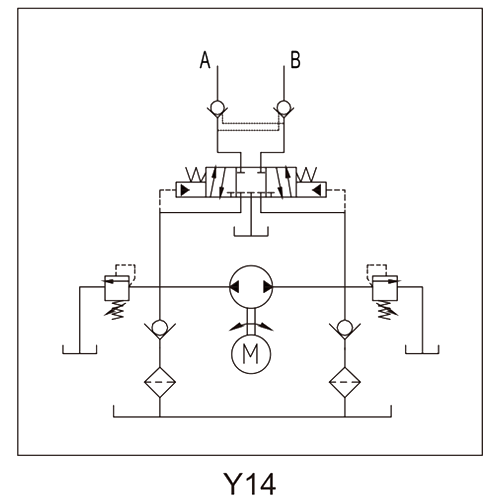
русскийDump trailer power unit
Cat:DC series hydraulic power unit
This hydraulic power unit is specially designed for dump trailers. It is integrated by a high-pressure gear pump, DC carbon brush machine, central val...
See DetailsContent
Air compressors use one of two primary oil types: dedicated compressor oil or standard non-detergent motor oil (SAE 20 or SAE 30). The right choice depends entirely on the compressor type, operating temperature, and manufacturer specifications. Using the wrong lubricant — including hydraulic oil — can cause accelerated wear, carbon deposits, and premature failure.
Most rotary screw compressors require synthetic compressor oil with a viscosity of ISO 46 or ISO 68, while reciprocating piston compressors typically run on SAE 20W or SAE 30 non-detergent oil. Always check the OEM manual first — this is non-negotiable.
There are two main categories of compressor oil available on the market. Understanding what separates them helps you make the right call without second-guessing every oil change.
Mineral oil is refined from crude petroleum and works reliably in most reciprocating (piston-type) compressors running under moderate load. It costs significantly less than synthetic — typically $5–$12 per quart — but requires more frequent change intervals, usually every 500 to 1,000 operating hours. In environments with wide temperature swings, mineral oil can thicken in cold conditions and thin out excessively in heat, reducing film protection on moving parts.
Synthetic compressor oil is engineered at the molecular level for superior oxidation resistance, thermal stability, and longer service life. Change intervals stretch to 2,000–8,000 hours depending on the product and operating conditions. Rotary screw compressors almost exclusively require synthetic oil. Premium synthetic oils cost $15–$40 per quart, but the total cost of ownership is lower due to extended drain intervals and reduced wear on components. Polyalkylene glycol (PAG) and polyalphaolefin (PAO) are the two dominant synthetic base stocks used in compressor lubricants.
Many small workshop piston compressors — brands like DeWalt, Ingersoll Rand, and Campbell Hausfeld — officially permit SAE 20 or SAE 30 non-detergent motor oil as an alternative when dedicated compressor oil is unavailable. The critical word is non-detergent. Standard automotive motor oils contain detergent additives designed to suspend combustion byproducts. Inside a compressor, these additives foam, form carbon residue, and contaminate the discharge air. Non-detergent oil avoids all of that.
Viscosity is measured in SAE grades (for weight-based systems) or ISO VG grades (for industrial standards). Compressors specify one or the other depending on their design origin and intended application. The table below summarizes the most common pairings:
| Compressor Type | Recommended Oil Type | Viscosity Grade | Change Interval |
|---|---|---|---|
| Reciprocating (Piston) | Non-detergent mineral or synthetic | SAE 20 / SAE 30 | 500–1,000 hrs |
| Rotary Screw | Full synthetic compressor oil | ISO VG 46 / ISO VG 68 | 2,000–8,000 hrs |
| Rotary Vane | Synthetic vane compressor oil | ISO VG 46 / ISO VG 68 | 1,000–4,000 hrs |
| Scroll Compressor | OEM-specified synthetic only | ISO VG 32 / ISO VG 46 | Per OEM schedule |
| Centrifugal | Turbine oil or OEM-specified | ISO VG 32 / ISO VG 46 | Per OEM schedule |
ISO VG 46 is the most widely used grade across industrial compressors operating at standard ambient temperatures (15°C–40°C / 59°F–104°F). ISO VG 68 is selected for high-temperature environments or high-pressure applications where thicker film strength is needed.
This is one of the most common points of confusion in industrial maintenance, and it causes real equipment damage. Compressor oil and hydraulic oil both use ISO viscosity grades and similar base stocks, but they are formulated for entirely different jobs.
A Hydraulic Power Unit (HPU) relies on hydraulic oil to transmit force through a closed-loop fluid system. Hydraulic oil is optimized for anti-wear protection under high shear stress, water separation, and consistent compressibility characteristics. It contains specific additive packages — including zinc dithiophosphate (ZDDP) — that work well in hydraulic circuits but generate harmful deposits when exposed to the heat and compression cycles inside a compressor.
Compressor oil, by contrast, is formulated to resist oxidation at high temperatures (compressor discharge temperatures regularly hit 150°C–200°C / 302°F–392°F), minimize carbon deposit formation, and resist foaming caused by air entrainment. These requirements simply don't overlap with what a Hydraulic Power Unit demands from its fluid.
Put simply: never substitute hydraulic oil in an air compressor, and never use compressor oil in a Hydraulic Power Unit. The systems are designed around different lubrication chemistry, and cross-contamination leads to costly repairs.

In industrial facilities, air compressors and Hydraulic Power Units often operate side by side, and the two systems are sometimes confused by less experienced technicians. Understanding where they overlap — and where they absolutely don't — prevents expensive cross-contamination mistakes.
A Hydraulic Power Unit consists of a pump, reservoir, motor, control valves, and actuators that use pressurized hydraulic fluid to perform mechanical work. It operates in a closed circuit — the fluid is continuously recirculated. An air compressor, on the other hand, takes in atmospheric air, compresses it, and delivers it to an open-ended distribution system where it's consumed by tools, actuators, or processes.
Some industrial equipment uses both systems simultaneously. For example, a large metal stamping press might use a Hydraulic Power Unit for the press force and a compressed air supply for part ejection, clamping fixtures, and pneumatic controls. In these dual-system setups, maintaining separate lubricant inventories with clear labeling is essential. Shops that have experienced cross-fill errors report compressor rebuild costs ranging from $3,000 to over $20,000 depending on compressor size and the extent of damage.
Hydraulic Power Unit fluid selection is its own discipline. Common hydraulic fluids include ISO VG 32, ISO VG 46, and ISO VG 68 anti-wear hydraulic oils, fire-resistant fluids like water glycol or phosphate ester, and biodegradable ester-based fluids for environmentally sensitive applications. None of these belong in an air compressor.
Getting the viscosity grade right isn't enough on its own. Operating environment plays a major role in which oil will actually protect your equipment. The wrong grade in the wrong environment causes oil starvation in cold starts or film breakdown at high temperatures — both of which accelerate wear dramatically.
In cold climates or unheated facilities, mineral oil thickens significantly below 0°C, making startup lubrication dangerously inadequate. A full synthetic compressor oil with a pour point below -30°C (-22°F) is required. PAO-based synthetics excel in this area. Some manufacturers offer winter-grade compressor oils labeled ISO VG 32 specifically for low-temperature applications.
Compressors in foundries, steel mills, or poorly ventilated spaces may see ambient temperatures above 40°C (104°F). In these conditions, ISO VG 68 synthetic oil provides better thermal stability and film strength than ISO VG 46. Without adequate viscosity at operating temperature, the oil film shears and metal-to-metal contact begins.
Multi-stage reciprocating compressors operating at pressures above 100 PSI generate significantly more heat in the compression chamber. These units benefit from synthetic oil with enhanced oxidation inhibitors, and some OEMs specify diester-based or PAO-based synthetic oils exclusively. Using mineral oil in a high-pressure two-stage compressor typically cuts oil life by 50–70% compared to synthetic, dramatically increasing maintenance costs.
Applications in food processing, pharmaceuticals, and electronics manufacturing require food-grade compressor oils — typically white mineral oil or polyalkylene glycol (PAG) based — certified to NSF H1 standards. These oils are safe for incidental contact with food products. Standard compressor oils, hydraulic fluids from a Hydraulic Power Unit system, and motor oils are all prohibited in these environments.

This question comes up constantly in workshops, and the answer requires a clear distinction. Non-detergent motor oil (such as Castrol Non-Detergent SAE 30 or equivalent) is acceptable in many small piston compressors. Standard detergent motor oil (like typical 5W-30 or 10W-40 automotive oil) is not.
The reason comes down to additives. Modern automotive motor oils are packed with detergent additives that keep combustion deposits suspended so they can be filtered out. Inside a compressor, there are no combustion byproducts, so the detergents have nothing useful to do. Instead, they promote foaming, create residue, and leave deposits on valves and discharge passages. Over time, this builds up into carbon deposits on reed valves — a leading cause of piston compressor valve failure.
Multi-viscosity oils (like 10W-40) are also generally unsuitable for compressors. The viscosity modifiers that allow the oil to behave as a lighter oil when cold and a heavier oil when hot tend to shear under the reciprocating mechanical action inside a compressor, leading to viscosity breakdown faster than a straight-weight oil.
If you're in a pinch and the only thing available is standard motor oil, it won't immediately destroy the compressor — but it should be changed out at the earliest opportunity with the correct oil, and the interval should be cut to 250 hours maximum.
Adhering to oil change intervals is the single most impactful maintenance action for extending compressor life. Many operators extend intervals without realizing that degraded oil causes more wear than any other maintenance shortcut.
Several manufacturers produce compressor-specific lubricants with established track records in industrial settings. Here are the most commonly specified products and their primary use cases:
| Brand / Product | Type | Viscosity | Best For |
|---|---|---|---|
| Ingersoll Rand Pro-Tec | Full Synthetic PAO | ISO VG 46 | Rotary screw, OEM use |
| Mobil Rarus SHC 1025 | Synthetic PAO | ISO VG 46 | Rotary screw, high temp |
| Shell Corena S4 R 46 | Full Synthetic | ISO VG 46 | Rotary screw, extended drain |
| Castrol Aircol SN 100 | Mineral | ISO VG 100 (SAE 30) | Piston compressors |
| Atlas Copco Roto-Inject Fluid | Full Synthetic | ISO VG 46 | Atlas Copco rotary screw |
OEM-branded compressor oils from Atlas Copco, Ingersoll Rand, and Kaeser are often just rebranded third-party synthetic oils with OEM-specific additive tuning. Some users switch to equivalent aftermarket synthetics — such as Mobil Rarus or Shell Corena — after warranty expiration. Always verify viscosity grade and base stock compatibility before making the switch.

Most compressor oil failures in the field trace back to a short list of recurring mistakes. Knowing them in advance is cheaper than learning them through equipment damage.
Before selecting any oil, it's worth confirming that your compressor actually requires lubrication. Oil-free compressors use PTFE-coated or carbon-ring-sealed compression elements that require no oil in the compression chamber. These units still use oil in the gearbox or bearing housings — but you'll never add oil to the sump the way you would with a lubricated compressor.
Oil-free compressors account for roughly 30–40% of new industrial compressor sales in sectors requiring oil-free air, including semiconductor manufacturing, medical, and food processing. If you're operating in one of these industries, adding lubricating oil to the compression element of an oil-free machine will contaminate your air supply and void the warranty immediately.
The distinction matters: an oil-free compressor that has gear or bearing lubrication points uses gear oil or bearing oil — not compressor oil and certainly not oil drawn from a Hydraulic Power Unit reservoir. Check the service manual's lubrication section for each lubrication point on your specific machine before adding anything.
Follow this sequence every time you need to select compressor oil:
Lubricant selection is a small line item in any maintenance budget, but it has an outsized impact on compressor reliability and service life. A rotary screw compressor with a replacement cost of $15,000–$80,000 deserves the $200–$400 per year it costs to keep the right oil in it on schedule.

This hydraulic power unit is specially designed for dump trailers. It is integrated by a high-pressure gear pump, DC carbon brush machine, central val...
See Details
This DC single acting power unit is designed for mobile hydraulic lifting platforms. It provides an efficient and reliable hydraulic power solution th...
See Details
This boarding axle power unit is specially designed for fixed boarding ramps and integrates a high-pressure gear pump, an AC motor center valve block,...
See Details
This hydraulic power unit is specially designed for the storage flushing door and is integrated with a high-pressure gear pump, AC motor, central valv...
See Details
This hydraulic power unit is specially designed for a double-acting oil cylinder system, which is integrated by a high-pressure gear pump, an AC motor...
See Details
This hydraulic power unit is specially designed for an anti-terrorism hydraulic roadblock machine. It is integrated by a high-pressure gear pump, an A...
See Details
This hydraulic power unit is specially designed for hydraulic cargo elevators and is integrated with a high-pressure vane pump, AC Oil immersion motor...
See Details
ET series hydraulic lifting platform valve group is specially designed for various hydraulic lifting platforms. It can accurately control the lifting ...
See Details
The tailgate hydraulic valve group is the core control component of the truck tailgate hydraulic system, which is designed to provide precise control ...
See Details
The relief valve is the core component for controlling pressure in the hydraulic system. It can maintain the stability of the system pressure and prev...
See Details
No. 12 Tongji Road, Simen Town, Yuyao City

+86-0574-62130352
+86-18905846028

+86-0574-62130353

Copyright© Ningbo Panic Hydraulic Technology Co., Ltd. All Rights Reserved. China Hydraulic Power Units Manufacturers
