
 English
English 中文简体
中文简体 русский
русскийPortable stacker power unit
Cat:DC series hydraulic power unit
This portable stacker hydraulic power unit is designed for portable stackers and integrates a high-pressure gear pump, a permanent magnet DC motor, a ...
See DetailsContent
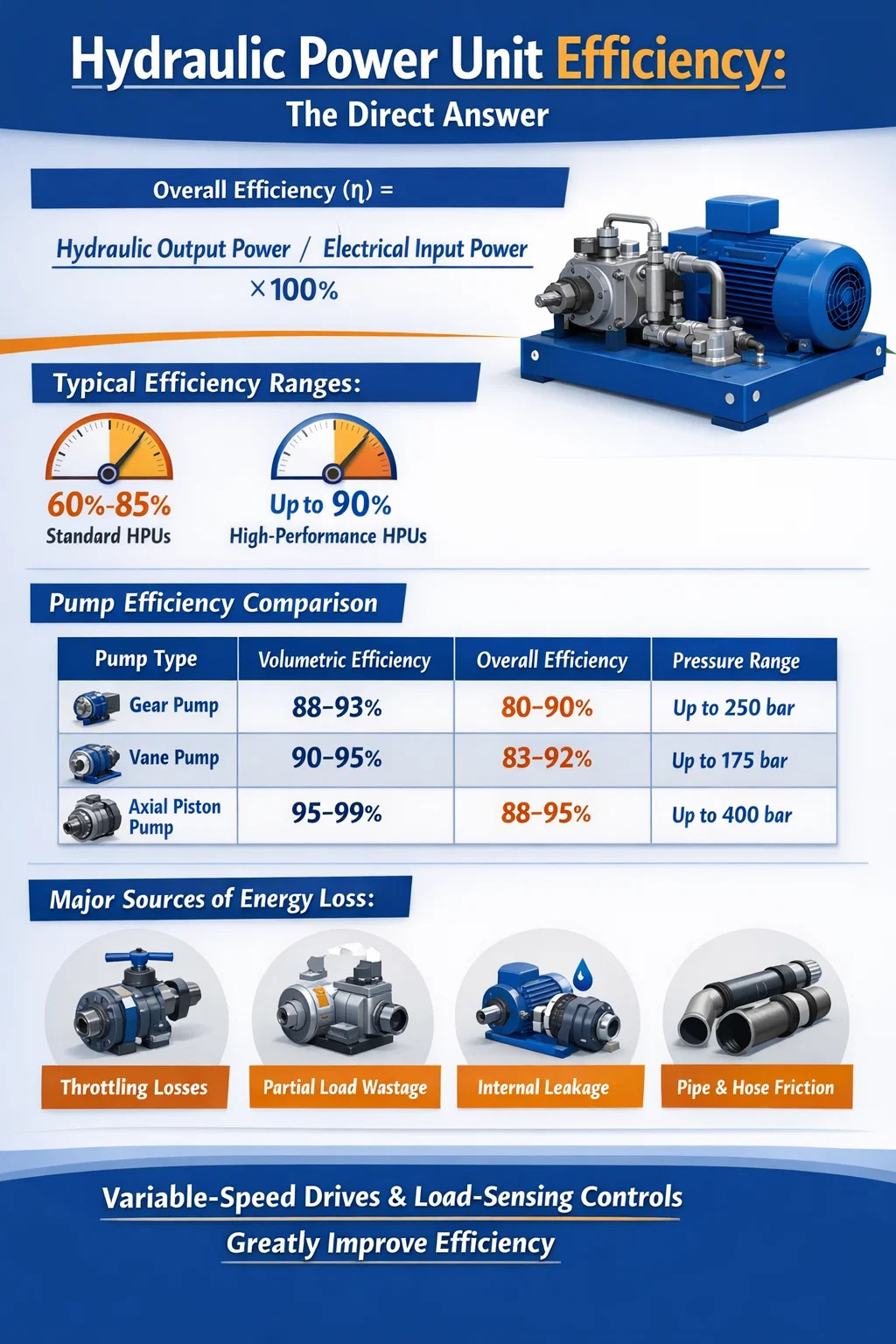
A typical hydraulic power unit (HPU) operates at an overall efficiency of 60% to 85%, depending on system design, component quality, operating conditions, and maintenance status. High-performance or purpose-built hydraulic power units with variable-displacement pumps and optimized controls can reach efficiencies of up to 90% or slightly above in ideal conditions. However, many real-world industrial HPUs running fixed-displacement pumps under partial loads regularly fall in the 60% to 75% range due to throttling losses, heat generation, and leakage.
Overall efficiency of a hydraulic power unit is not a single fixed number — it is the product of multiple sub-efficiencies across the pump, motor, valves, actuators, piping, and fluid conditions. Understanding each component's contribution helps engineers and maintenance teams identify where energy is being lost and where improvements will have the greatest impact.
Efficiency in a hydraulic power unit is expressed as the ratio of useful hydraulic output power to the total electrical input power consumed by the system. The formula is straightforward:
Overall Efficiency (η) = Hydraulic Output Power / Electrical Input Power × 100%
Hydraulic output power is calculated as flow rate multiplied by pressure (Q × P). Electrical input power is the measured wattage drawn by the motor from the power supply. The difference between the two represents losses in the form of heat, noise, and mechanical friction distributed across every component in the system.
Efficiency is also broken down into three main sub-categories that apply to individual components, especially the hydraulic pump:
Beyond the pump, the electric motor driving the hydraulic power unit has its own efficiency, usually between 88% and 96% for modern induction motors. Multiplying pump efficiency by motor efficiency gives the power conversion efficiency before any valve or circuit losses are counted.
The type of pump used in a hydraulic power unit has the single greatest influence on system efficiency. Each pump design has a characteristic efficiency curve that changes with speed, pressure, and displacement setting.
| Pump Type | Volumetric Efficiency | Overall Pump Efficiency | Typical Pressure Range |
|---|---|---|---|
| External Gear Pump | 88–93% | 80–90% | Up to 250 bar |
| Internal Gear Pump | 90–95% | 82–92% | Up to 200 bar |
| Vane Pump | 90–95% | 83–92% | Up to 175 bar |
| Radial Piston Pump | 95–98% | 88–94% | Up to 700 bar |
| Axial Piston Pump (Fixed) | 95–99% | 88–95% | Up to 400 bar |
| Axial Piston Pump (Variable) | 95–99% | 87–94% | Up to 400 bar |
Gear pumps are the most affordable and widely used in low-to-medium pressure HPUs, but their lower volumetric efficiency at higher pressures makes them a poor choice for energy-sensitive applications. Axial piston pumps, while more expensive, consistently deliver the best efficiency and are the preferred choice in industrial hydraulic power units where energy costs are significant.
Understanding where losses occur is essential for improving the efficiency of any hydraulic power unit. Losses are distributed across multiple points, and some are far larger contributors than others.
Directional control valves, pressure relief valves, and flow control valves all introduce pressure drops as oil flows through them. In a metering-in or metering-out circuit, the pressure difference across the control valve is converted directly into heat. In many industrial systems, this valve-related loss alone accounts for 15% to 30% of total input energy. A system running at 200 bar with a control valve causing a 30 bar drop wastes 15% of pressure energy at that point before the fluid even reaches the actuator.
One of the biggest inefficiencies in traditional hydraulic power unit design is using a fixed-displacement pump that always delivers maximum flow, even when the system only needs a fraction of that flow. The excess flow is bypassed back to the reservoir through a pressure relief valve at system pressure — a situation called "blowing over relief." This wastes energy continuously and generates significant heat. Studies have shown that a fixed-pump HPU operating at 30% of its rated load may waste 40% or more of input power in bypass losses alone.
Internal leakage occurs within pumps, motors, cylinders, and valves when high-pressure fluid bypasses seals and clearances to the low-pressure side. While some internal leakage is normal and necessary for lubrication, excessive leakage due to wear or oversized clearances reduces volumetric efficiency. A pump with 5% internal leakage must generate 5% more flow than the system needs, consuming extra energy just to compensate. In worn components, this leakage can rise to 10–15%, noticeably degrading system performance.
As hydraulic fluid flows through pipes, hoses, and fittings, friction generates a pressure drop proportional to flow velocity squared. Undersized piping forces higher velocities, dramatically increasing losses. The recommended maximum flow velocity in pressure lines is typically 2–4 m/s, and in return lines 1–2 m/s. Systems with excessively long pipe runs, sharp bends, or multiple fittings can lose 5–10% of available pressure before the fluid reaches the actuator.
All of the above losses ultimately manifest as heat in the hydraulic fluid. Fluid temperature must be maintained within a suitable range — typically 40°C to 60°C for most mineral oils — to preserve viscosity and prevent degradation. When fluid runs too hot, viscosity drops, leakage increases, and pump efficiency falls further, creating a compounding negative cycle. The energy consumed by oil coolers (and their fans or water circuits) adds to the overall system energy consumption, further reducing net efficiency from the operator's perspective.
The single most impactful upgrade available for an existing hydraulic power unit is the addition of a variable-speed drive (VSD), also called a variable frequency drive (VFD), on the electric motor. Instead of running the motor at full speed constantly and bypassing excess flow, a VSD adjusts motor speed in real time to match exactly the flow and pressure the system demands.
The energy savings from this approach are based on the affinity laws for pumps, which state that power consumption varies with the cube of pump speed. Reducing pump speed to 80% of its rated speed reduces power consumption to approximately 51% of full-speed consumption. Reducing speed to 60% drops power consumption to roughly 22% of full load. These are theoretical figures, but real-world installations consistently demonstrate energy savings of 30% to 60% compared to fixed-speed HPUs running the same duty cycle.
A case study from a plastics injection molding facility replacing fixed-pump HPUs with VSD-driven units on 15 machines reported an average annual electricity saving of 42% per machine, with payback periods under 18 months at local electricity rates. The reduction in heat generation also decreased oil cooler runtime and extended oil service intervals.
VSD-based hydraulic power units are now standard in many high-duty industrial applications, including:
Hydraulic fluid selection and condition have a direct and measurable impact on the efficiency of a hydraulic power unit. Fluid viscosity is the critical parameter. If viscosity is too high, pumping resistance and fluid friction increase, raising mechanical losses. If viscosity is too low, internal leakage increases, reducing volumetric efficiency and potentially causing metal-to-metal contact in pumps and motors.
Most hydraulic systems are designed around ISO VG 46 or ISO VG 68 mineral oil, with the optimal operating viscosity window typically between 25 and 54 cSt at operating temperature. Running outside this window — either because the system is too cold or too hot, or because the wrong grade was used — can reduce pump efficiency by 3% to 8%.
Synthetic hydraulic fluids, particularly polyalphaolefin (PAO)-based oils, can offer modest efficiency improvements of 1% to 3% over conventional mineral oil through better viscosity-temperature characteristics and lower internal friction. These gains are consistent across multiple independent studies and pump manufacturer test data. While 1–3% sounds modest, in a large industrial HPU consuming 100 kW continuously, that represents 1,000–3,000 watts of saved power — a meaningful amount over an annual operating cycle.
Fluid contamination is equally important. Particles in hydraulic fluid accelerate component wear, increase internal leakage, and clog valve orifices. Maintaining fluid cleanliness to ISO 4406 cleanliness code 17/15/12 or better for most industrial HPUs is considered best practice. Systems with degraded fluid frequently show measurable drops in volumetric efficiency as pump and valve wear progresses.
Many small and medium hydraulic power units use fixed-displacement gear or vane pumps because they are inexpensive, compact, and simple to maintain. Variable-displacement piston pumps cost significantly more but match output to demand, reducing bypass losses. The efficiency difference between these two approaches is most pronounced during partial-load operation.
| Operating Condition | Fixed-Displacement HPU Efficiency | Variable-Displacement HPU Efficiency | VSD + Variable-Pump HPU Efficiency |
|---|---|---|---|
| 100% Load | 78–84% | 82–88% | 85–90% |
| 75% Load | 62–70% | 78–86% | 84–90% |
| 50% Load | 48–58% | 72–82% | 80–88% |
| 25% Load | 30–42% | 60–72% | 72–84% |
The table above illustrates why fixed-pump HPUs are particularly ill-suited to applications with variable demand cycles. At 25% load, a fixed-displacement unit may be wasting more than two-thirds of its input energy, while an equivalent VSD-equipped variable-displacement unit retains a substantially higher useful output fraction.
Improving the efficiency of an existing hydraulic power unit does not always require a complete replacement. Many upgrades can be applied incrementally, with measurable returns on investment.
Before any changes are made, install a power meter on the motor supply and log consumption over a complete machine cycle. Compare the measured power curve to the theoretical minimum required by the load profile. The gap between actual consumption and theoretical minimum represents recoverable losses. In many older fixed-pump HPUs, this gap is 25% to 45% of total consumption.
Oversized pumps and motors are common in industrial hydraulics because engineers apply generous safety factors or reuse existing components. A pump running at 40% of its rated displacement is operating well away from its peak efficiency point. Matching pump displacement closely to actual system demand — ideally operating at 70–90% of rated capacity at peak load — keeps the pump in its most efficient range.
As discussed above, fitting a VSD to the existing motor is typically the highest-ROI single upgrade for any hydraulic power unit used in variable-duty applications. Modern VSDs also offer soft-start capability, reducing motor inrush current and mechanical shock on startup, which extends pump and motor service life.
Load-sensing (LS) hydraulic circuits use a pilot signal from the actuator to continuously adjust pump output pressure and flow to just slightly above what the load requires — typically 15–25 bar above load pressure. This eliminates the large pressure margins and throttling losses found in open-center circuits. Load-sensing systems are more complex and expensive to implement but can reduce system energy consumption by 20% to 40% in mobile and industrial applications with variable loads.
Many hydraulic systems are set to higher pressures than the application actually requires, either from original over-engineering or because operating pressure was raised to compensate for worn components. Every unnecessary 10 bar of system pressure represents wasted energy in a fixed-pump circuit. Systematically reviewing pressure settings and reducing them to the minimum that reliably achieves the required actuator force is a no-cost or low-cost efficiency improvement that often yields 5% to 15% energy savings.
Regular oil sampling and analysis, combined with timely filter replacements, keeps the hydraulic fluid in the optimal viscosity range and prevents abrasive wear of pump and valve components. Many facilities on predictive maintenance programs that monitor fluid condition closely report 10–20% longer component life and measurably more stable system efficiency over time compared to calendar-based oil change schedules.
In cold environments, hydraulic systems take longer to reach operating temperature, during which period high-viscosity fluid increases friction losses. Insulating reservoir walls or using thermostatically controlled pre-heaters reduces warm-up time and associated efficiency losses. In hot environments, ensuring the heat exchanger is properly sized and maintained prevents the system from running above the optimal temperature band, which would otherwise accelerate leakage and degrade fluid faster.
Efficiency has a direct and compounding financial impact over the life of a hydraulic power unit. A 50 kW HPU running at 65% overall efficiency needs approximately 76.9 kW of electrical input to deliver 50 kW of useful hydraulic work. The same HPU upgraded to 82% efficiency would need only 61 kW of input — a difference of nearly 16 kW.
At an electricity rate of $0.12/kWh and 5,000 operating hours per year, this 16 kW difference costs $9,600 per year. Over a 10-year equipment lifespan, that is $96,000 in avoidable electricity costs from a single HPU. Facilities with multiple hydraulic power units, as found in automotive assembly plants, foundries, and heavy manufacturing lines, multiply this figure accordingly.
Beyond electricity, lower efficiency means more heat generation, which increases cooling costs, accelerates oil degradation, shortens seal and pump life, and raises maintenance frequency. The total cost of ownership of a low-efficiency HPU is substantially higher than its purchase price suggests.
To summarize the variables that determine where a specific hydraulic power unit falls on the efficiency spectrum:
Addressing all of these factors systematically — through smart initial design and consistent maintenance — is what separates a hydraulic power unit running at 85%+ efficiency from one struggling to reach 65%.

This portable stacker hydraulic power unit is designed for portable stackers and integrates a high-pressure gear pump, a permanent magnet DC motor, a ...
See Details
This hydraulic power unit is designed for telescopic belt conveyors. It integrates a high-pressure gear pump, AC motor, center valve block, cartridge ...
See Details
The hydraulic power unit is specially designed for the integrated hydraulic lifting column, which is integrated by a two-way gear pump, an AC Oil imme...
See Details
This hydraulic power unit is specially designed for a split hydraulic lifting column, It integrates a bidirectional gear pump, AC oil-immersed motor, ...
See Details
This hydraulic power unit is specially designed for an anti-terrorism hydraulic roadblock machine. It is integrated by a high-pressure gear pump, an A...
See Details
This oil immersed double actina power unit is designed for efficient, compact and low noise applications, integrating high pressure gear pump, AC oil ...
See Details
The tailgate hydraulic valve group is the core control component of the truck tailgate hydraulic system, which is designed to provide precise control ...
See Details
The power unit check valve (also called non-return valve) is a key component for controlling the one-way flow of fluids. It can prevent hydraulic oil,...
See Details
The regulating valve is a key device used in industrial control systems to adjust parameters such as fluid flow, pressure, and temperature. It can acc...
See Details
Proportional valve is a key component for realizing continuous and precise control of flow or pressure in hydraulic system. It can adjust output param...
See Details
No. 12 Tongji Road, Simen Town, Yuyao City

+86-0574-62130352
+86-18905846028

+86-0574-62130353

Copyright© Ningbo Panic Hydraulic Technology Co., Ltd. All Rights Reserved. China Hydraulic Power Units Manufacturers
